






Babban Tagar Solar Atomatik Photowelding Helmet
Bayani
An ƙera hular walda mai duhu ta atomatik don kare idanunku da fuskarku daga tartsatsin walƙiya, spatter, da radiation mai cutarwa a ƙarƙashin yanayin walda na yau da kullun. Tace mai duhuwa ta atomatik tana canzawa ta atomatik daga madaidaicin yanayi zuwa duhu lokacin da aka buga baka, kuma yana komawa cikin tsayayyen yanayi lokacin da walda ta tsaya.
Siffofin
♦ Kwalkwali walda ƙwararru
♦ Ajin gani : 1/1/1/1 ko 1/1/1/2
♦ Ƙari mai girma gani gani
♦ Walda & Nika& Yanke
♦ Tare da ma'auni na CE, ANSI, CSA, AS/NZS
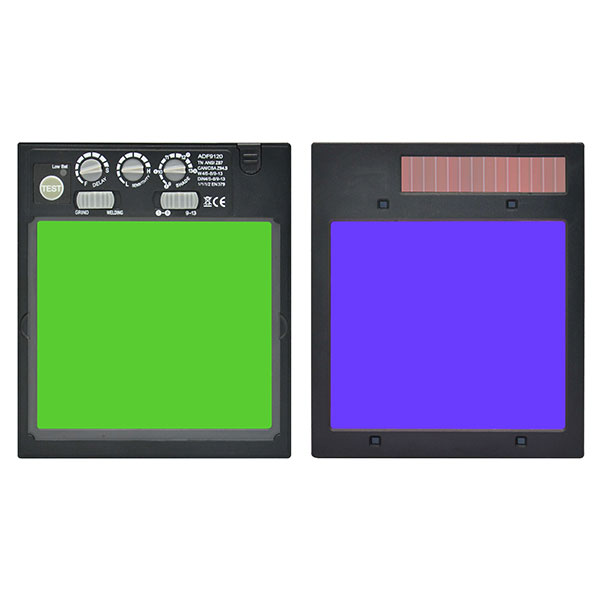
Bayanan samfuran
| MODE | Saukewa: TN360-ADF9120 |
| Ajin gani | 1/1/1/1 ko 1/1/1/2 |
| Tace girma | 114×133×10mm |
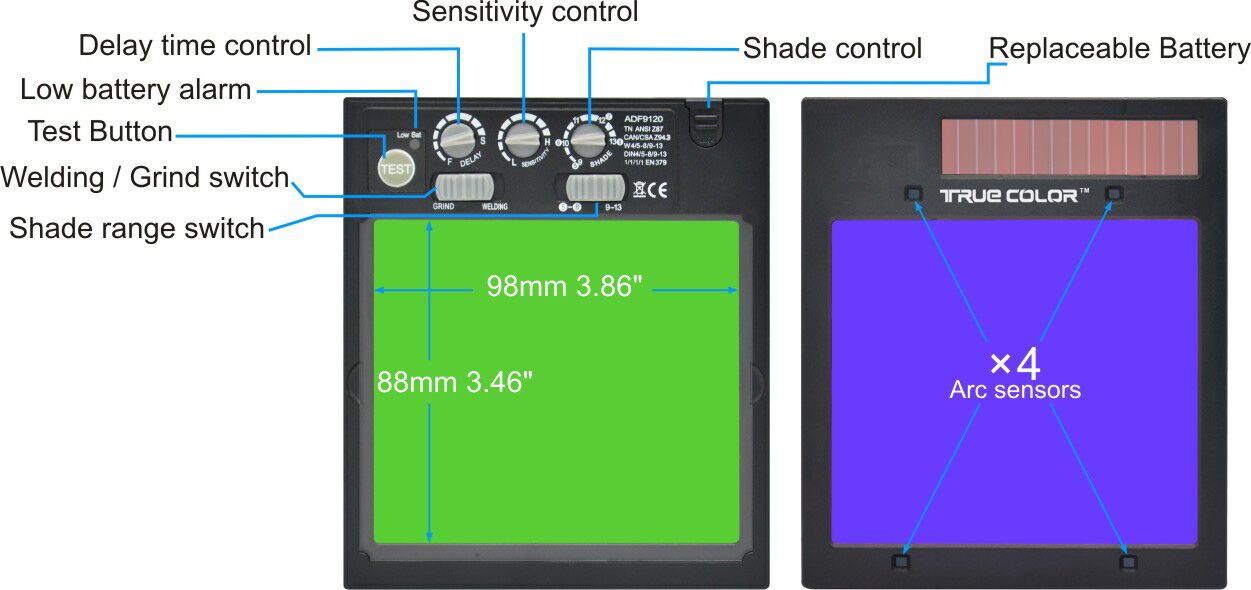
| Girman kallo | 98×88mm |
| Hasken inuwa | #3 |
| Inuwar jihar duhu | Mai canzawa Shade DIN5-8/9-13, Saitin Knob na ciki |
| Lokacin sauyawa | 1/25000S daga Haske zuwa Duhu |
| Lokacin dawowa ta atomatik | 0.2 S-1.0S Saurin zuwa Slow, daidaitawa mara mataki |
| Kula da hankali | Ƙananan zuwa babba, daidaitawa mara nauyi |
| Arc firikwensin | 4 |
| Low TIG Amps Rated | AC / DC TIG,> 5 amps |
| Aikin niƙa | iya (#3) |
| Yanke kewayon inuwa | Da (DIN5-8) |
| ADF Binciken Kai | Ee |
| Low batt | Ee (Red LED) |
| Kariyar UV/IR | Har zuwa DIN16 a kowane lokaci |
| Kayan aiki mai ƙarfi | Kwayoyin Rana & Batir Lithium Mai Maye gurbinsa (CR2450) |
| Kunnawa/kashewa | Cikakken atomatik |
| Kayan abu | Babban tasiri matakin, nailan |
| Yanayin aiki | daga -10 ℃ - + 55 ℃ |
| Adana zafin jiki | daga -20 ℃ - + 70 ℃ |
| Garanti | Shekaru 2 |
| Daidaitawa | CE EN175 & EN379, ANSI Z87.1, CSA Z94.3 |
| Kewayon aikace-aikace | Wurin walda (SMAW); TIG DC∾ TIG Pulse DC; TIG Pulse AC; MIG/MAG/CO2; MIG/MAG Pulse; Plasma Arc Yanke (PAC); Plasma Arc Welding (PAW); Nika |
1. Kafin Walda
1.1 Tabbatar cewa an cire fim ɗin kariya na ciki da na waje daga ruwan tabarau.
1.2 Bincika cewa batura suna da isasshen ƙarfi don sarrafa kwalkwali. Harsashin tacewa na iya ɗaukar awoyi 5,000 na aiki waɗanda batir lithium da ƙwayoyin hasken rana ke ƙarfafa su. Lokacin da ƙarfin baturi ya yi ƙasa, alamar LED Low Battery zai haskaka. Ruwan tabarau na harsashi mai tacewa bazai yi aiki daidai ba. Maye gurbin batura (duba Mayar da Batir Mai Kulawa).
1.3 Bincika cewa na'urorin arc suna da tsabta kuma ba a toshe su da ƙura ko tarkace ba.
1.4 Bincika maƙarƙashiyar kai kafin kowane amfani.
1.5 Bincika duk sassan aiki kafin amfani da alamun lalacewa ko lalacewa. Duk wani ɓoyayyen sassa, fashe, ko ramukan ya kamata a maye gurbinsu nan da nan kafin sake amfani da shi don guje wa mummunan rauni na mutum.
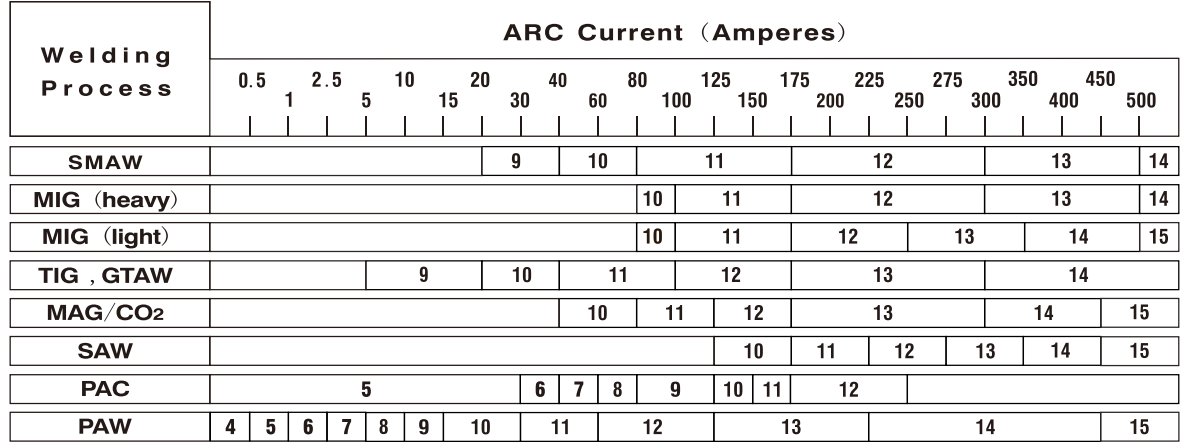
1.6 Zaɓi lambar inuwa da kuke buƙata a jujjuyar ƙoƙon inuwa (Ganin Teburin Jagoran Inuwa). A ƙarshe, tabbatar da cewa lambar inuwa ita ce madaidaicin saitin aikace-aikacen ku.
Lura:
☆SMAW Karfe Arc Welding.
☆TIG GTAW-Gas Tungsten Arc (GTAW)(TIG).
☆MIG (Nauyi) - MIG akan karafa masu nauyi.
☆SAM Garkuwar Semi-Automatic Arc Welding.
☆MIG (Haske) -MIG akan allo mai haske.
☆PAC-Plasma Arc Yanke
1. Tsaftacewa da lalata: Tsaftace filaye masu tacewa akai-akai; kar a yi amfani da mafita mai ƙarfi mai ƙarfi. Koyaushe kiyaye na'urori masu auna firikwensin da sel na hasken rana ta amfani da tsaftataccen kyalle/tufafi mara lint. Kuna iya amfani da barasa da auduga don gogewa.
2. Yi amfani da wanki mai tsaka tsaki don tsaftace harsashi na walda da ɗigon kai.
3. Sauya faranti na waje da na ciki lokaci-lokaci.
4. Kada a nutsar da ruwan tabarau a cikin ruwa ko wani ruwa. Kada a taɓa amfani da abrasives, kaushi ko masu tsabtace mai.
5. Kar a cire tacewa mai duhuwa daga kwalkwali. Karka taba kokarin bude tacewa.





